Building a flax composite nose cone
2022 May 19
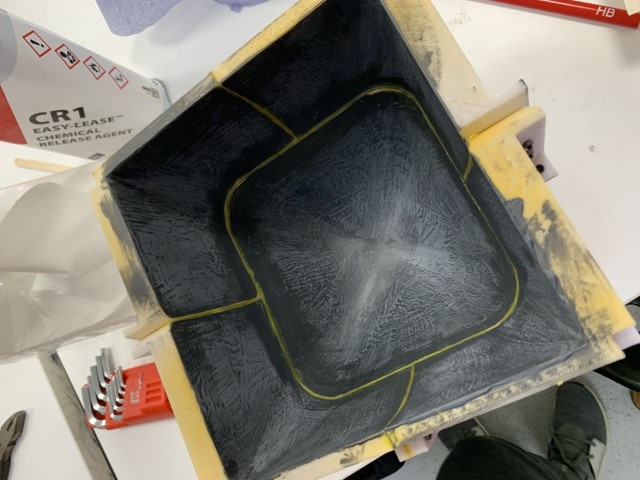
Some images of the process we went through to develop our flax composite nose cone! The final result:

No, the yellow bits aren’t meant to be there.. Apart from aesthetics it’s a good final result though. It’s a big level up in terms of manufacturing capability for Team Peryton. We’ve previously use vacuum formed parts for such non loaded aerodynamic shells, however the university facilities aren’t able to produce objects quite big enough for the nose cone. I saw this as an opportunity to explore advanced manufacturing techniques. Developing the process within the team will allow Peryton to approach more complex parts for future aircraft.
Flax was selected to minimise environmental impact as well as the advantage of being more friendly to humans than carbon fibre. Bio expoxy resin was also used, up to 35% plant based content in the resin component, from easy composites. Vacuum bag consumables have also been partly saved to be reused for a second attempt. Through these steps the part has a significantly lower impact, 50-70% reduced embodied energy and ~70% reduced carbon emissions, accounting for epoxy and fabric production only.
This is how the first attempt went, using a wet layup process:

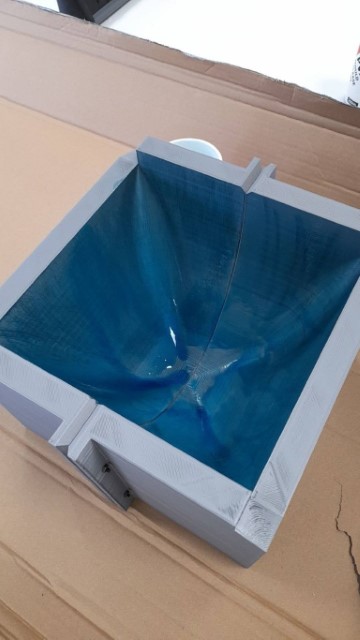


Overall not good, big voids, bad surface finish and a big pool of epoxy at the base. Side walls didn’t have enough epoxy (it had all collected at the bottom of course). It also didn’t release properly, to some extent this was because the epoxy had got through the mould join but the release agent also didn’t do a great job - I think it had been absorbed by the PLA to some extent. The rough 3d printed finish wouldn’t have helped.
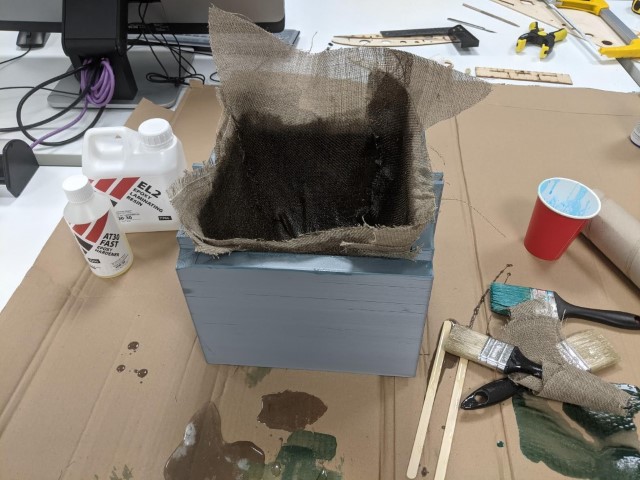
For our second attempt we caved and used a vacuum bag as well as preparing the mould surface much better:


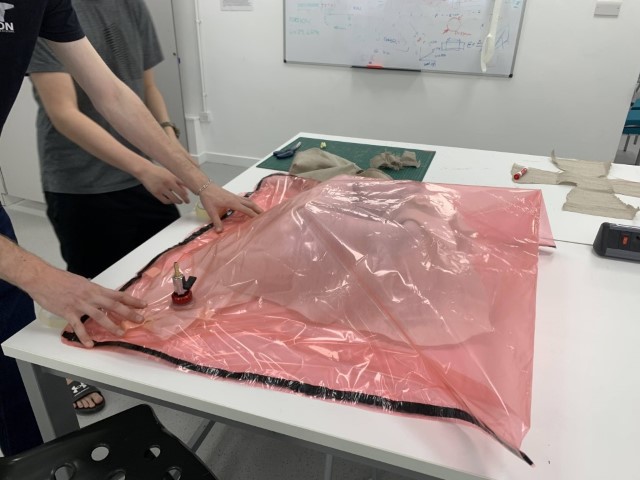
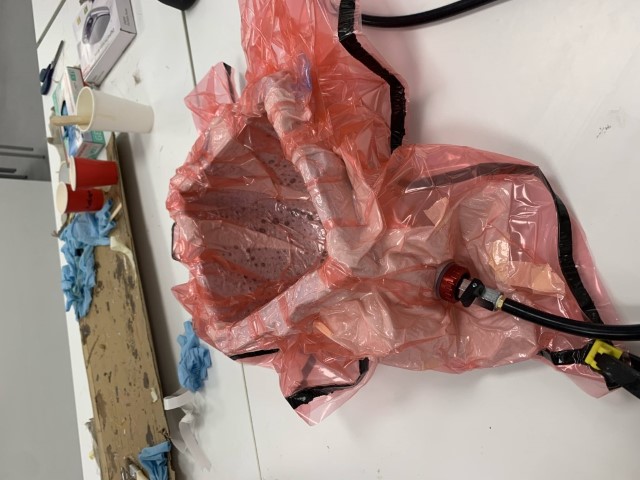

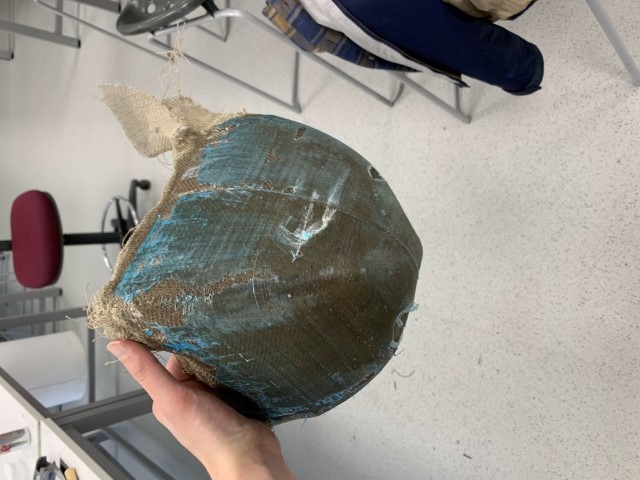
The surface finish is far better than the first attempt and the fibre volume fraction is much more appropriate. We tried a lighter flax material which was also much better. We still had problems on release, causing some splits which we had to patch later on, however the mould is reusable.
The surface finish still isn’t perfect, there are some minor voids suggesting we needed a higher vacuum pressure since we eyeballed that. The main, obvious, issue is the mould surface coating has transferred to the part. I think the initial yellow filler paint was a mistake, and the release agent was either not applied well enough or an alternative needs to be used.